Mixing Mill - (Used in Process of Compounding &
Mixing)
Our modern mixing mill consists of twin counter-rotating rolls, one
serrated, that provide additional mechanical working to the rubber, and
produce a thick rubber sheet. This mill is used to mix a batch of rubber
compound in the manufacturing process of ‘Compounding & Mixing'
after all the required ingredients are brought together through the
operation of compounding.
Extruder
Machine - (Used in Process of Component Preparation)
The extruder machine consists of a screw and barrel, screw drive, heaters
and a die. The extruder applies two conditions to the compound - heat
and pressure. Extrusion is also used for sidewall profiles and inner liners.
Calendar - (Used in Process of Component Preparation)
The calender is a set of multiple large-diameter rolls that
squeeze rubber compound into a thin sheet. Calenders are used to produce
body plies and belts.
Tyre Building Machine - (Used in Process of Tyre
Building)
Typical TBM operations include the first stage operation, where inner
liner, body plies, and sidewalls are wrapped around the drum, the beads are
placed, and the assembly turned-up over the bead. In the second stage
operation the belt package and tread are applied and the green tyre is
inflated and shaped. The final product of the TBM process is called a green
tyre.
Manual & Hydraulic Press - (Used in Process of
Curing)
Mechanical presses hold the mold closed via toggle linkages, while
hydraulic presses use hydraulic oil as the prime mover for machine motion,
and locks the mold with a breech-lock mechanism. Hydraulic presses have
emerged as more cost effective.
During and post manufacturing, there are several sophisticated tests
conducted by our Quality Assurance & Quality Control departments such as
tyre balance & uniformity measurements as well as endurance, plunger and
X-ray tests, to ensure
high quality tyres to our esteemed customers.
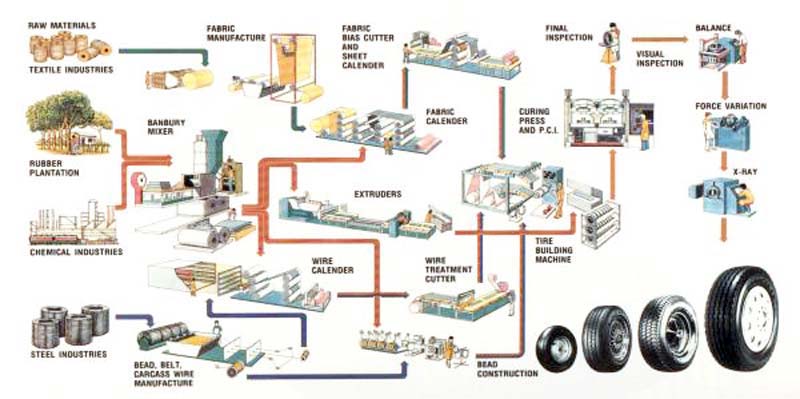
A tyre is an assembly of numerous components that
are built up on a drum and then cured in a press under heat and pressure.
Heat facilitates a polymerization reaction that cross-links rubber monomers
to create long elastic molecules. These polymers create the elastic quality
that permits the tyre to be compressed in the area where the tyre contacts
the road surface and spring back to its original shape under high frequency
cycles.
 Click
here to enlarge view
Click
here to enlarge view
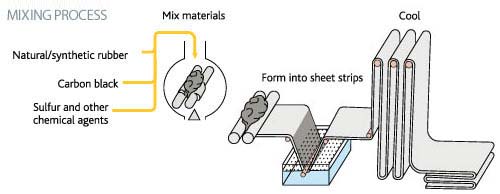
Raw materials
The main raw materials of a tyre are natural rubber, synthetic rubber,
carbon black and oil. The share of rubber compounds in the total weight of a
tyre is more than 80%. The rest consists of various kinds of reinforcing
materials.
Approximately half of the rubber is natural rubber from a rubber tree.
Rubber trees are grown in the tropics, in countries like Malaysia, India and
Indonesia. Most of the synthetic, oil-based rubbers come from European
manufacturers.
Approximately one-third of the compound consists of filler substances. The
most important of these is carbon black which makes the tyres black in
colour. Important filler is oil which is used as a plasticiser in the
compound. Furthermore, hardening or vulcanising agents, various booster
chemicals and protective agents are used in the rubber compounds.
Our manufacturing facility is divided into five main departments that
perform the following respective functions -
- Compounding & Mixing
- Component preparation
- Tyre building
- Curing/Vulcanising
- Final finish & Inspection
Compounding & Mixing
In the mixing stage, the raw materials are mixed together and heated at a
temperature of approximately 120 degrees Celsius.
The consistency of the rubber compounds used in different parts of a tyre
varies, and the consistency also varies depending on the intended use and
model of the tyre. The rubber compound used in a summer tyre for a passenger
car is different from that of a winter tyre, and there are very few
similarities between the rubber compound of a
bicycle tyre and that of a
forestry tyre.
Developing and adjusting the recipes is an important part of the tyre
development work.
Component manufacturing
The compounds are used in rubberising various components, such as steel
cord, Bead wire, Tread, Side wall etc. A tyre is manufactured from 10-30
different components.
Steel cord
Steel wire cord quality is based on tensile strength, elongation, and
stiffness. It is manufactured from steel rod with high carbon content; and
while the steel wires used have different configurations, all are
brass-coated strands twisted together into cords. If the wire is used in a
multi-ply tire rather than a belted tire, the fatigue performance will be
important. If used in belted tires, then stiffness is of primary concern.
Since the steel wire is brass coated, storage conditions are important to
maintain the steel wire to rubber bonding properties. Therefore, the steel
wires are also kept in a temperature and humidity controlled room once they
arrive at the factory.
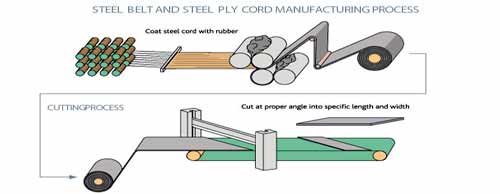
Belt and Ply Calendering
To produce fabric or steel belts, the fabric or steel cord must go through
a calendering process—an operation in which the rubber compound is
pressed on and into cords. Because the bonding of fabric to rubber or steel
to rubber is critical to performance, the calendering process is an
important step.
The calender is a heavy-duty machine equipped with three or more
chrome-plated steel rolls which revolve in opposite directions. The roller
temperature is controlled via steam and water. In this process, the rubber
compound is applied to the cords.
First, a pre-set number of fabric or steel cords under proper tension are
continuously pressed through two steel rollers, and rubber compound is added
to the opening area between the rollers. Then the rubber compound is pressed
into, on top of and on the bottom of the fabric or steel cords. A continuous
sheet of cord-rubber composite goes through several more rollers to ensure
good penetration and bonding between the rubber and cords. Quality is
measured by the thickness of the sheet, spacing between cords, the number of
cords and the penetration of rubber into the composite sheet. The composite
sheet is then cut into appropriate sizes, shapes, and angles depending on
the desired contour of the tire.
Inner liner Calendering
The inner liner is just what it sounds like -- the inner-most layer of the
tire. Its main functions are to retain the compressed air inside the tire
and maintain tire pressure. Due to its low air permeability, butyl rubber—or
halogenated butyl rubber compound—is the primary rubber compound used.
Because this is a thin layer, it is also produced using the calender. The
gauge control and no-defect surface finish are critical to retaining air
pressure. Inner liner calendering is also a continuous operation. The proper
length of inner liner sheet is pre-cut to be ready for the tire building
process.
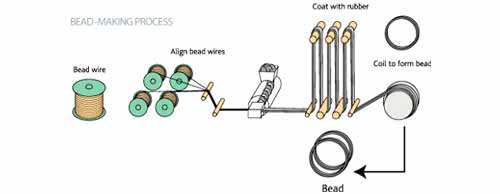
Bead Component Preparation
The bead component of the tire is a non-extensible composite loop that
anchors the body plies and locks the tire onto the wheel assembly so that it
will not slip or rock the rim. The tire bead component includes the steel
wire loop, apex or bead filler; the chafer, which protects the wire bead
components; the chipper, which protects the lower sidewall; and the flipper,
which helps hold the bead in place. The bead wire loop is made from a
continuous steel wire covered by rubber and wound around with several
continuous loops. The bead filler is made from a very hard rubber compound,
which is extruded so as to form a wedge. The bead wire loop and bead filler
are assembled on a sophisticated machine. The precision of the bead
circumference is critical. If too small, tire mounting can be a problem; but
if too loose, the tire can come off the rim too easily under loading and
cornering conditions. After the circumference is checked, the bead component
is ready for the tire building operation.
Tire
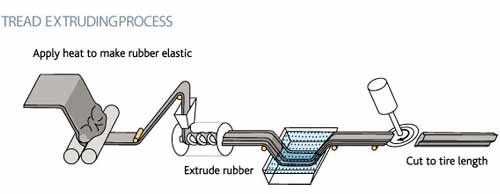
Tread and Sidewall Extrusion Operations
Extrusion is one of the most important operations in the tire manufacturing
process because it processes most of the rubber compounds produced from the
mixing operation and then prepares various components for the ultimate tire
building operation. The extruder in a tire manufacturing process is a
screw-type system, consisting primarily of an extruder barrel and extruder
head. First, the rubber compound is fed into the extruder barrel where it
goes through a heating, blending, and pressurizing process. Then, the rubber
compound flows to the extruder head where it is shaped under pressure. The
modern cold-feed extruder is computer-controlled for accuracy.
Tire Tread Extrusion
Tire tread, or the portion of the tire that comes in contact with the road,
consists of tread itself, tread shoulder, and tread base. Since there are at
least three different rubber compounds used in forming this complex tread
profile, the extruder system consists of three different extruders sharing
an extruder head. Three rubber compounds are extruded simultaneously from
different extruders and are then merged into a shared extruder head. The
next move is to a die plate where the shape and dimensions are formed, and
then through a long cooling line—from 100 to 200 feet long—to
further control and stabilize the dimensions. At the end of the line, the
tread is cut according to a specific length and weight for the tire being
built.
Tire
Sidewall Extrusion
The tire sidewall is extruded in a way similar to the tire tread component;
however, its structure and the compound used are quite different from tread.
Sometimes the sidewall extrusion process can be more complicated, and four
extruders may be needed; for example, when building a tire with white
sidewalls or with white lettering on the sidewalls.
Tyre Building
Most of the components are various kinds of reinforcements. Tyre makers
assemble the components into green tyres using assembly machinery.
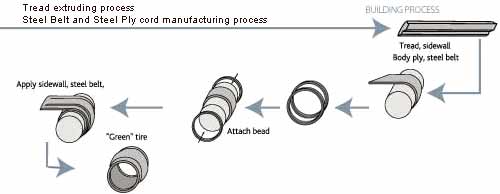
When
the components have been drawn onto the belt drum of an assembly machine and
the frame of a tyre has been set on the bulkheads of the stretching machine,
the machine's loading wheel transfers the unity formed by the surface
and the belt onto the frame.
The frame is then pressurised and stretched to fuse with the
above-mentioned unity. This is how a green tyre is manufactured.
Vulcanizing
Green tyres are vulcanized in curing presses. The high steam pressure
conducted into the curing pad inside the curing press presses the elastic
green tyre against the tread pattern and side texts inside the moulds,
giving the tyre its final appearance.
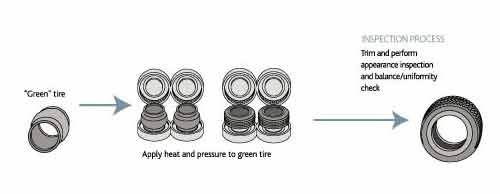
Final
Finish & Inspection
Tire inspection is the last step in the tire manufacturing process—an
important step in ensuring quality in both performance and safety. The tire
inspection includes:
- Trimming of the mold flash and micro-vents
- Visual inspection for appearance and to spot obvious defects
- X-ray examination to check internal structure and to spot defects
- Tire durability, uniformity, and weight balance inspection
Each tyre is inspected both visually and by a machine. Attention is paid to
any faults and defects with the appearance of the tyre in the visual
inspection. The machine measures the pattern as well as radial throw and
lateral force variation of the tyre.
When a tyre has been inspected, it will be tested, labelled and transferred
to the warehouse for delivery.
We follow stringent quality inspection standards to
ensure durability and dependability of our products and business
relationships. Our modern laboratory equipped with latest equipments assists
us in ensuring the high quality products. Various tests are conducted at pre
and post production stages to check consistency, physical strength, size
accuracy etc. of the tyres. Quality controllers regularly and randomly check
various production stages to assure that components are in conformation with
International quality standards.
All our tyres are produced in the framework of our Quality Control Policy
and under the most stringent guidelines. To facilitate measurable checks,
the factory is constantly subject to internal and external quality
inspections.
Tubes are manufactured from high grade butyl rubber
with enhanced elasticity for better tube life.
Flaps are designed and manufactured so as to
protect the tyre and tubes for a longer time.